The Evolution of High-Density Interconnect Assembly
As electronics devices shrink while capability expands, High-density Interconnect (HDI) technology has become essential for modern Pcb Assembly. Consumer Electronics, telecommunications equipment, medical devices, and aerospace systems demand increasingly compact designs with superior electrical performance. Meeting these requirements demands advanced turnkey Smt Assembly techniques that push the boundaries of manufacturing capability.
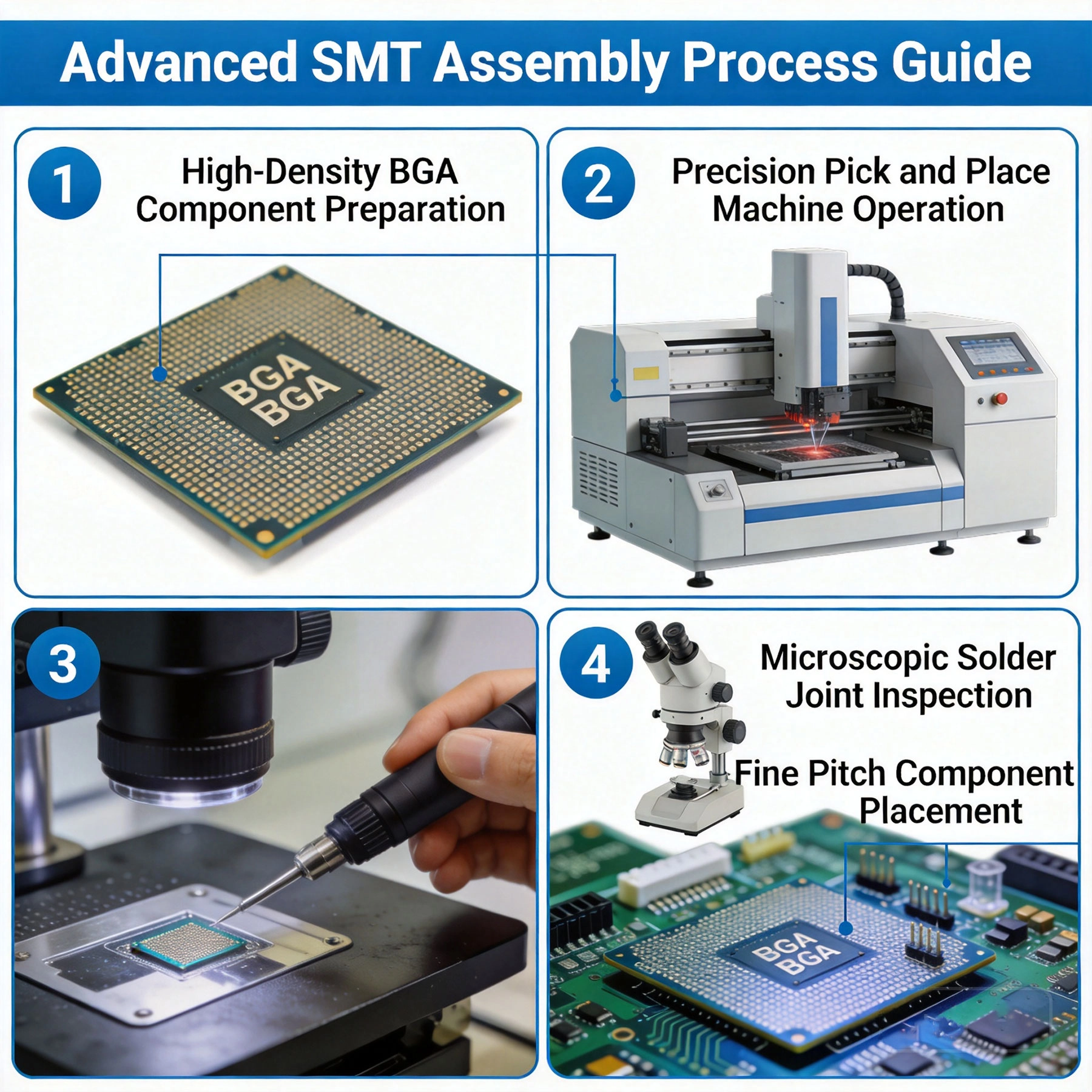
High-density interconnects present assembly challenges fundamentally different from standard PCB configurations. Fine-pitch components, BGA packages, buried vias, and microvia structures require specialized processes, precision equipment, and expertise that distinguishes advanced manufacturers from standard assemblers. Understanding these techniques helps engineers design for manufacturability and select partners capable of producing complex assemblies.
This technical guide explores advanced Smt Assembly techniques specifically addressing High-density Interconnect requirements. From fine-pitch component handling to BGA assembly processes, from HDI stack-up considerations to advanced inspection methodologies, this comprehensive resource equips engineers and procurement professionals with knowledge for successful high-density assembly implementation.
Understanding High-Density Interconnect Technology
HDI PCB Structure and Manufacturing
High-density interconnect PCBs feature construction characteristics enabling significantly higher circuit density than standard boards. HDI technology employs microvia structures—typically 150 micrometers or less in diameter—laser drilling rather than mechanical drilling, and fine-line trace geometries achieving densities impossible with conventional fabrication approaches.
HDI structural elements:
- Microvias: Laser-drilled vias typically 50-150 micrometers diameter, enabling dense interlayer connections without consuming significant board real estate
- Blind and buried vias: Interconnection structures connecting specific layers without penetrating entire board stack, enabling routing density improvement
- Sequential lamination: Layer-by-layer construction enabling complex via structures and buried component integration
- Fine-line traces: Trace widths of 75 micrometers or less achieving high routing density
- Any-layer connectivity: Advanced HDI allowing vias connecting any combination of internal layers
HDI Complexity Levels
HDI technology encompasses multiple complexity levels, each presenting distinct assembly challenges. Understanding these levels helps match manufacturing capability to design requirements.
- Type I: Single BGA with microvia fanout, standard through-hole vias. Basic HDI suitable for many applications with moderate density requirements.
- Type II: Multiple BGA regions with through-hole via connections. Moderate complexity enabling significant density improvement.
- Type III: Any-layer HDI with buried via integration. Maximum density achievable, enabling complex multi-layer structures with exceptional routing flexibility.
Each HDI type demands progressively more sophisticated assembly capability. Type III structures require manufacturers with advanced lamination equipment, precise laser drilling systems, and specialized assembly processes maintaining alignment across complex stack-ups.
Fine-Pitch Component Assembly Techniques
Fine-Pitch Technology Overview
Fine-pitch components feature lead spacing significantly reduced compared to standard packages. While standard SOP/QFP packages typically offer 0.5mm or 0.65mm lead spacing, fine-pitch devices may present 0.3mm, 0.25mm, or even 0.15mm spacing. These tight dimensions demand precision assembly equipment and optimized process parameters.
Common fine-pitch packages:
- QFN (Quad Flat No-lead): 0.4-0.65mm pitch packages popular for power management and RF applications
- QFP (Quad Flat Package): 0.4-0.65mm pitch traditional packages still widely used
- SSOP (Shrink Small Outline Package): 0.635mm pitch packages for legacy applications
- TSSOP (Thin Shrink Small Outline Package): 0.65mm pitch with reduced thickness for space-constrained applications
- Micro-TSSOP: Sub-0.5mm pitch packages for ultra-compact designs
Fine-Pitch Assembly Process Optimization
Assembling fine-pitch components successfully requires precise control across multiple process parameters. Turnkey SMT assembly providers handling high-density interconnects must demonstrate capability across these optimization areas.
Process optimization factors:
- Stencil design: Aperture geometry optimization ensuring appropriate solder paste deposition without bridging. Typically 0.8-1.0 mm thick stencils with laser-cut apertures for fine-pitch applications.
- Print accuracy: Solder Paste Printing precision requiring advanced printer technology with vision alignment systems achieving ±0.025mm placement accuracy.
- Component placement: Pick-and-place equipment precision with advanced vision systems recognizing fine-pitch leads and enabling accurate placement.
- Reflow profile: Precisely controlled thermal profiles preventing component tilting, tombstoning, or bridging during solder joint formation.
- Board support: Appropriate fixturing preventing board warpage during thermal processing, which otherwise causes misalignment in fine-pitch assemblies.
Common Fine-Pitch Defects and Prevention
Fine-pitch assembly introduces defect modes requiring specific prevention strategies. Understanding these failure mechanisms enables design and process optimization reducing assembly problems.
- Solder bridging: Insufficient solder paste volume or paste spread during reflow connecting adjacent leads. Prevention through stencil optimization, appropriate paste rheology, and controlled reflow profiles.
- Tombstoning: Component lifting from one end during reflow caused by uneven heating or pad design issues. Prevention through thermal profile optimization and pad geometry design.
- Component shifting: Movement during reflow causing misalignment. Prevention through appropriate adhesive fixation for critical components and optimized paste chemistry.
- Insufficient solder: Open joints from inadequate paste deposition. Prevention through stencil aperture optimization and print process control.
BGA Assembly and Inspection Techniques
BGA Package Characteristics
Ball Grid Array (BGA) packages present unique assembly challenges due to their concealed solder joint geometry. Unlike leaded packages where joints are visually inspectable, BGA solder connections reside beneath the component package, requiring specialized inspection technology and process control.
BGA package types relevant to high-density assemblies:
- Standard BGA: 1.0-1.27mm ball pitch, commonly used for processors and memory devices
- Fine-pitch BGA: 0.8mm pitch packages for moderate density improvement
- Ultra-fine BGA: 0.5-0.65mm pitch for high-density applications
- Micro Bga: Sub-0.5mm pitch for ultra-compact assemblies
- PoP BGA: Package-on-package configurations stacking multiple dice vertically
BGA Assembly Process Requirements
BGA assembly demands precise process control ensuring reliable solder joint formation. Turnkey providers must demonstrate robust BGA assembly capability for high-density interconnect applications.
Critical BGA assembly parameters:
- Board flatness: PCB warpage must remain within ±0.5% to prevent joint reliability issues. HDI boards particularly susceptible to warpage during thermal processing.
- Solder paste selection: Appropriate paste chemistry supporting void-free reflow and reliable joint formation. SAC305 and similar lead-free alloys standard for most applications.
- Reflow profile optimization: Carefully controlled thermal profiles ensuring complete solder melt without excessive peak temperatures damaging components or substrates.
- Self-alignment accommodation: Process design allowing BGA self-alignment during reflow while preventing excessive movement causing misalignment.
- Underfill consideration: For high-reliability applications, underfill materials providing mechanical stress relief and improving joint reliability.
X-Ray Inspection for BGA Assemblies
BGA assemblies require X-ray inspection since solder joints remain hidden beneath packages. X-ray technology enables visualization of internal joint structure, revealing defects invisible to optical inspection.
X-ray inspection capabilities:
- Void detection: Identifying excessive voids within solder joints that compromise reliability. IPC standards define acceptable void percentages for different applications.
- Solder joint continuity: Verifying complete solder connection between BGA balls and PCB pads. Missing connections indicate assembly problems requiring rework.
- Bridge identification: Detecting solder bridges between adjacent balls causing electrical shorts.
- Crack detection: Revealing solder joint cracks from thermal fatigue or mechanical stress.
- Pad alignment: Verifying ball-to-pad alignment within acceptable tolerances.
Turnkey SMT assembly providers handling high-density BGA work must maintain X-ray inspection capability. Ask about resolution specifications, inspection throughput, and documentation quality for BGA assemblies.
Advanced Soldering Techniques for High-Density Assemblies
Void-Free Reflow Technology
Solder void formation during reflow creates reliability concerns, particularly for high-current applications where voids increase thermal resistance. Void-free reflow technology employs specialized processes reducing void formation.
Void reduction techniques:
- Vacuum reflow: Chamber vacuum application during peak reflow removing volatiles and preventing void formation
- Pressure-assisted reflow: Nitrogen pressure application during solidification reducing void generation
- Paste formulation optimization: Low-void paste chemistries inherently reducing void tendency
- Profile optimization: Thermal profile adjustments minimizing volatile entrapment during solder melt
Advanced Rework Techniques
High-density assemblies require sophisticated rework techniques when defect correction becomes necessary. BGA removal and replacement, fine-pitch component rework, and microvia repair demand specialized equipment and operator expertise.
Rework capability requirements:
- Precision heating: Focused infrared or conduction heating enabling component removal without disturbing adjacent assemblies
- Vacuum pickup: Precision vacuum systems for BGA manipulation during removal and replacement
- Flux application: Precise flux application enabling reliable solder joint reformation
- Alignment systems: Vision-based alignment ensuring accurate BGA placement within tight tolerances
- Thermal management: Board temperature control preventing warpage or damage during rework processing
Lead-Free Assembly Considerations
Modern Electronics Assembly predominantly employs lead-free solder alloys due to regulatory requirements and environmental concerns. Lead-free soldering presents challenges requiring process adaptation for high-density assemblies.
Lead-free process adaptations:
- Higher reflow temperatures: Lead-free alloys require 30-40°C higher peak temperatures than tin-lead, stressing components and substrates
- Improved thermal management: Boards and components must withstand elevated thermal exposure without damage
- Fine-grain metallurgy: Fine-grain SAC alloys offering improved drop-shock performance for portable electronics
- Reliability testing: Extended reliability testing validating lead-free joint performance under end-use conditions
Advanced Quality Inspection for High-Density Assemblies
Multi-Level Inspection Strategy
High-density assemblies demand comprehensive inspection approaches combining multiple technologies addressing different defect types. Single-method inspection proves insufficient for complex assemblies.
Inspection technology integration:
- AOI (Automated Optical Inspection): First-line inspection identifying obvious defects—missing components, polarity errors, obvious solder issues. Limited for hidden joints but essential for surface-visible defects.
- X-ray inspection: Essential for BGA and QFN packages with hidden solder joints. Provides internal joint visualization revealing defects optical systems cannot detect.
- SAT (Scanning Acoustic Tomography): Detects delamination, voids, and interface defects within multilayer structures invisible to other methods.
- ICT (In-Circuit Test): Electrical verification testing component presence and basic functionality. Limited for high-density packages with reduced test access.
- Functional Test: System-level operation testing verifying complete assembly functionality under realistic operating conditions.
Statistical Process Control for High-Density Assembly
Sustaining quality in high-density assembly requires statistical process control (SPC) identifying process drift before defect escape. Leading manufacturers implement SPC across critical parameters.
SPC parameters for high-density assembly:
- Stencil print parameters: Solder paste volume, alignment accuracy, transfer efficiency tracked and controlled
- Placement accuracy: Component placement position deviation monitoring enabling early detection of equipment degradation
- Reflow thermal data: Temperature profile monitoring ensuring consistent thermal processing
- Defect rate tracking: Continuous defect monitoring enabling rapid response to quality excursions
- First-pass yield monitoring: Overall quality indicator enabling trend analysis and process optimization
Documentation and Traceability
Quality documentation provides evidence of manufacturing process control and enables failure analysis when field issues emerge. Turnkey providers must deliver comprehensive documentation.
Essential documentation:
- Inspection records: AOI and X-ray results documenting quality verification for each assembly
- Thermal profiling data: Reflow oven temperature profiles documenting process conditions
- Material traceability: Component lot tracking enabling Supply Chain investigation if quality issues emerge
- Process parameters: Critical process settings for each production lot enabling process reproduction
- Defect analysis reports: Documentation of any defects identified and corrective actions implemented
Design for Manufacturability for High-Density Assemblies
Component Placement Optimization
Design decisions significantly impact high-density assembly manufacturability. Optimizing component placement considering assembly constraints improves first-pass yield and reduces production cost.
Placement optimization guidelines:
- Thermal consideration: Heat-generating components placed to minimize thermal interaction affecting nearby temperature-sensitive devices
- Placement sequence: Component arrangement facilitating efficient assembly sequence without interference during placement
- Escape routing: BGA fan-out design enabling signal escape from beneath packages without routing density conflicts
- Test accessibility: Test point placement enabling ICT and functional test access despite high density
- Repair accessibility: Spacing around critical components enabling rework tool access if repair becomes necessary
Pad Design for High-Density Packages
Pad geometry significantly affects solder joint reliability and inspectability for high-density packages. Manufacturer-specific pad design recommendations should guide layout development.
Pad design considerations:
- NSMD vs. SMD: Non-solder-mask-defined pads recommended for fine-pitch packages providing better joint geometry control
- Pad size tolerance: Appropriate tolerances accommodating manufacturing variation without compromising joint formation
- Surface finish compatibility: Pad finish selection compatible with assembly process and end-use requirements
- Via-in-pad: If incorporating vias within pads, appropriate plugging and planarization preventing solder voiding
Stack-Up Design for HDI Assemblies
HDI board stack-up design must consider both electrical performance and manufacturing capability. Stack-up choices affect Signal Integrity, manufacturing yield, and assembly compatibility.
Stack-up design factors:
- Core thickness selection: Appropriate core thickness balancing mechanical stability with manufacturing yield
- Prepreg selection: Material choice affecting lamination compatibility and signal performance
- Via structure design: Via type selection—stacked, staggered, or skip-via—affecting manufacturing complexity and reliability
- Material compatibility: Coefficient of thermal expansion matching preventing delamination during thermal cycling
- Manufacturer capability alignment: Stack-up design within manufacturer process capability ensuring producibility
Evaluating Turnkey Provider High-Density Assembly Capability
Critical Capability Requirements
Not all turnkey SMT assembly providers possess capability for advanced high-density work. Evaluating provider capability requires understanding specific equipment and expertise requirements.
Essential high-density assembly capabilities:
- Fine-pitch placement equipment: Pick-and-place systems with placement accuracy of ±0.025mm or better for fine-pitch components
- X-ray inspection systems: Resolution sufficient for inspecting microvia structures and fine-pitch BGA joints
- Advanced reflow equipment: Convection or vapor-phase reflow systems with precise thermal control
- AOI systems: High-resolution optical inspection capability for fine-pitch component verification
- HDI fabrication capability: Either internal HDI manufacturing or established HDI fabrication partnerships
- Rework equipment: BGA rework stations with vision alignment capability
Questions for Provider Evaluation
Assessing turnkey providers for high-density assembly projects requires targeted questioning addressing specific capability requirements.
- What is your finest pitch placement capability, and what is your demonstrated placement accuracy?
- Do you have X-ray inspection capability? What resolution do your systems achieve?
- What is your experience with HDI assembly? Can you provide examples of similar projects?
- What BGA package sizes have you successfully assembled, and what were your defect rates?
- Do you perform HDI fabrication internally, or do you source HDI boards externally?
- What thermal profiling equipment do you use, and how do you optimize reflow profiles?
- What inspection documentation do you provide with high-density assemblies?
- What is your first-pass yield rate for fine-pitch assemblies, and how do you measure it?
Capability Verification Approaches
Beyond questioning, verifying capability through evidence ensures provider claims match actual capability.
Verification methods:
- Sample assemblies: Request sample boards demonstrating similar complexity to your requirements
- Facility tours: On-site evaluation of equipment, processes, and quality systems
- Customer references: Contact references with similar high-density assembly requirements
- Quality certifications: Verify certifications—ISO 9001, IPC standards—indicating quality system commitment
- Process documentation review: Examine documented processes for high-density assembly operations
Reliability Testing for High-Density Assemblies
Environmental Stress Testing
High-density assemblies require environmental stress testing validating reliability under end-use conditions. Testing protocols address specific failure mechanisms relevant to fine-pitch and BGA assemblies.
Standard reliability tests:
- Temperature cycling: Alternating exposure between temperature extremes identifying thermal fatigue failure modes. IPC standards define test condition severity levels.
- Thermal shock: Rapid temperature transition testing thermal shock resistance. Critical for products experiencing sudden temperature changes.
- Highly Accelerated Stress Test (HAST): Elevated temperature and humidity exposure identifying moisture-related failure mechanisms.
- Drop shock testing: Mechanical shock exposure validating solder joint reliability under portable product handling conditions.
- Vibration testing: Random or sinusoidal vibration identifying fatigue failure in solder joints and component interconnects.
Failure Analysis Capability
When reliability testing or field use reveals failures, failure analysis capability enables root cause identification and corrective action implementation.
Failure analysis techniques:
- Visual inspection: Initial failure examination identifying obvious damage or defects
- X-ray analysis: Internal examination revealing solder joint failures, cracks, or voids
- Cross-section analysis: Destructive sectioning revealing internal joint structure and failure location
- SEM analysis: Scanning electron microscopy enabling detailed fracture surface examination
- EDS analysis: Energy-dispersive X-ray spectroscopy identifying material composition anomalies
Turnkey providers should offer failure analysis capability or established relationships with specialized failure analysis laboratories when reliability issues emerge.
Emerging Technologies in High-Density Assembly
Advanced Packaging Trends
Advanced packaging technologies continue evolving, introducing new assembly requirements beyond traditional HDI approaches. Staying current with packaging trends enables design optimization for future manufacturing compatibility.
Emerging packaging technologies:
- Fan-out wafer-level packaging (FOWLP): Redistributed fan-out enabling high I/O density without traditional substrate interposers
- 2.5D packaging: Silicon interposer technology enabling extreme integration density for high-performance applications
- 3D packaging: Die stacking enabling vertical integration reducing footprint while improving performance
- Embedded die: Die embedded within PCB structure eliminating traditional surface assembly limitations
- Chiplet architectures: Modular die-to-die interconnect enabling heterogeneous integration
Assembly Process Evolution
Manufacturing processes continue advancing to support emerging packaging technologies. Understanding process evolution helps anticipate future capability requirements.
Process development directions:
- Advanced reflow technologies: Vapor-phase and selective reflow enabling improved thermal control for complex assemblies
- Novel joining methods: Laser bonding, sintering, and hybrid joining techniques for advanced packaging applications
- Integration automation: Automated assembly for 3D stacking and embedded component applications
- Inspection advancement: AI-powered inspection systems improving defect detection accuracy and reducing false call rates
Conclusion: Mastering High-Density Interconnect Assembly
Advanced turnkey SMT assembly techniques for high-density interconnects demand specialized capabilities, precise process control, and comprehensive quality systems distinguishing capable manufacturers from standard assemblers. Successfully producing high-density assemblies requires understanding fine-pitch component handling, BGA assembly processes, HDI fabrication considerations, advanced inspection methodologies, and design for manufacturability principles.
The complexity of high-density interconnect assembly creates significant barriers to entry for manufacturers lacking appropriate equipment, expertise, and process control. Selecting turnkey partners with demonstrated high-density capability significantly improves first-pass yield, reduces production delays, and ensures assembled products meet reliability requirements.
Design decisions fundamentally affect high-density assembly success. Engineers incorporating DFM principles, selecting appropriate packaging, and optimizing stack-up design enable manufacturing success rather than challenging manufacturers with unnecessarily difficult requirements. Collaboration between design engineers and manufacturing partners yields superior outcomes compared to adversarial relationships.
Use this technical guide to inform high-density assembly decisions. Evaluate providers against specific capability requirements, implement DFM best practices, and establish quality expectations appropriate for high-density complexity. Mastering these techniques enables successful implementation of advanced electronics meeting modern size, weight, and performance requirements.
Frequently Asked Questions
What is the minimum feature size for high-density interconnect assemblies?
Current HDI technology commonly supports trace widths of 75-100 micrometers with microvia diameters of 100-150 micrometers. Advanced HDI techniques achieve finer features—50 micrometer traces and 75 micrometer vias—though with increased manufacturing complexity and cost. Feature size selection should balance density requirements against manufacturing capability and cost constraints.
How do I know if my design requires HDI technology?
HDI becomes necessary when standard PCB technology cannot achieve required routing density, when BGA fan-out exceeds standard board capability, when size constraints require maximum density, or when Signal Integrity requirements demand controlled impedance with tighter tolerance. Design review with potential manufacturers helps determine whether HDI is necessary or whether standard approaches suffice.
What BGA pitch can advanced SMT assembly handle?
Standard BGA assembly handles pitches down to 0.5mm with standard equipment. Advanced assembly can achieve 0.4mm pitch BGA assembly with specialized equipment and processes. Sub-0.4mm pitch packages—0.35mm, 0.3mm—require chip-scale packaging approaches and increasingly specialized manufacturing capability.
How much does HDI assembly cost compared to standard PCB assembly?
HDI assembly typically costs 30-100% more than standard assembly depending on HDI complexity level, component density, and special process requirements. Cost increase reflects specialized equipment requirements, reduced manufacturing yield compared to standard approaches, and increased inspection complexity. Cost justification considers density benefits—reduced board area, improved performance, size/weight reduction—against assembly cost premium.
What inspection is required for high-density BGA assemblies?
High-density BGA assemblies require X-ray inspection as minimum quality verification since optical inspection cannot access hidden solder joints. Comprehensive inspection typically includes AOI for surface-visible defects, X-ray for hidden joint verification, and potentially acoustic imaging for internal structure assessment. Documentation should include inspection images and defect reports for each assembly.
How do I prepare for high-density assembly production?
Production preparation includes completing DFM review with your turnkey provider, optimizing design for manufacturing, establishing quality specifications and acceptance criteria, defining inspection and test requirements, and conducting pilot production validating process capability before volume commitment. Early provider engagement throughout design development improves production success probability.