Open Nav
The Pcb Assembly industry is undergoing a fundamental shift that's reshaping how manufacturers operate and how product companies engage with them. For decades, the dominant model was high-volume, low-mix production—massive runs of single products optimized for efficiency at scale. But that's changing. Today, high-mix, low-volume (HMLV) production is becoming the dominant paradigm, and Turnkey Assembly services are adapting rapidly to serve this new reality.
This shift isn't just a manufacturing preference—it's driven by market forces that aren't reversing anytime soon. Shorter product lifecycles, the rise of Iot Devices, custom industrial controls, and the growth of small and medium enterprises (SMEs) entering Electronics Manufacturing have all pushed demand toward smaller runs of more diverse products. For anyone involved in bringing electronic products to market, understanding this shift and how Turnkey Assembly adapts to it is essential.
High-mix, low-volume production refers to manufacturing environments that handle many different product types (high mix) in relatively small quantities per product (low volume). Instead of dedicating a production line to churning out 100,000 identical boards over weeks, HMLV shops might produce 50 different designs, each in quantities of 50 to 5,000 units, often with rapid changeovers between jobs.
This manufacturing model is fundamentally different from traditional mass production. Setup time becomes a larger percentage of total production time, changeover efficiency determines profitability, and the ability to handle diverse designs without lengthy reconfiguration is critical. A factory optimized for HMLV looks and operates differently from one optimized for high-volume production.
The numbers paint a clear picture. Where traditional high-volume assembly lines might handle 5-10 different products annually, modern HMLV facilities process 500-1,000 unique designs. The changeover time between jobs has dropped from hours to minutes as factories have adapted to this new reality.
Several concurrent trends are pushing the industry toward HMLV production. The Internet of Things has exploded the number of connected devices, but most IoT products aren't smartphone-scale mass market items. They're specialized sensors, industrial monitors, agricultural equipment, medical devices, and smart home products—each serving niche markets with production volumes in the thousands or tens of thousands rather than millions.
Product lifecycles have compressed across industries. What used to be 5-7 year product generations are now 2-3 years, with constant updates and revisions in between. This compressed timeline means production runs are shorter by definition, and the volume per design is naturally lower.
Customization has become a competitive differentiator. Customers expect products tailored to their specific needs, which means manufacturers need flexibility to produce variants efficiently. Mass customization—producing individualized products at mass production economics—is the holy grail, and HMLV capabilities are a prerequisite for achieving it.
Turnkey Pcb Assembly services handle the complete manufacturing process—from procuring components to fabricating PCBs to final assembly and testing—delivering finished products to customers. This model makes particular sense for HMLV production because it consolidates expertise and Supply Chain relationships that individual customers would struggle to maintain across many small orders.
In a turnkey arrangement, the customer provides design files (Gerbers, BOMs, placement data) and the turnkey provider handles everything else. For HMLV customers, this is often the only practical way to manufacture because they don't have the purchasing power, component relationships, or process expertise to handle assembly internally at small volumes.
Traditional turnkey services were built around high-volume assumptions: longer lead times, larger minimum order quantities, and less flexibility on component sourcing. As HMLV demand has grown, successful turnkey providers have retooled their operations in several key ways.
First, they've invested in rapid changeover capabilities. Modern SMT lines can switch between products in 15-30 minutes, down from hours in older facilities. This is achieved through advanced feeders that can be pre-loaded offline, quick-change tooling, and sophisticated programming that doesn't require line downtime for setup.
Second, they've developed flexible sourcing strategies. Component procurement was historically based on large blanket orders and scheduled deliveries. HMLV requires different approaches: relationships with distributors who stock diverse inventory, kitting services that aggregate components from multiple sources, and sophisticated BOM management that handles component substitutions and alternates without delaying production.
Third, they've implemented advanced planning systems. Managing 1,000 different products in production simultaneously requires software that traditional high-volume operations didn't need. Modern turnkey providers use ERP and MES systems specifically designed for HMLV environments, capable of optimizing production schedules across hundreds of simultaneous jobs.
Component availability has become the single biggest constraint in HMLV PCB assembly. The global semiconductor shortage of 2020-2023 exposed vulnerabilities in supply chains that many companies hadn't fully appreciated. For HMLV production, these challenges are amplified because smaller orders have less leverage with distributors and manufacturers.
High-volume manufacturers typically negotiate long-term supply agreements, securing component allocation months or years in advance. They build relationships directly with semiconductor manufacturers and enjoy priority treatment because of their purchasing volume.
HMLV customers don't have this option. An order for 500 boards doesn't give you leverage with a chip manufacturer producing millions of units. This creates a sourcing challenge that turnkey providers solve through aggregation and relationships. By combining orders from many customers, turnkey assemblers achieve purchasing power that individual HMLV customers can't match.
Successful turnkey providers have developed sophisticated sourcing strategies including:
One innovation that's emerged to serve HMLV production is component kitting services. Instead of ordering components individually for each production run, turnkey providers maintain relationships with kitting services that consolidate components from multiple distributors into single shipments. This reduces procurement overhead and enables faster turnaround for small orders.
Kitting services are particularly valuable for prototypes and small production runs where ordering individual components from multiple distributors would be economically impractical. A prototype order might need 50 different components from 8 different distributors—kitting services handle this consolidation so the assembly house receives one organized kit rather than multiple partial shipments.
Technology advances have made HMLV production economically viable in ways that weren't possible a decade ago. Several specific capabilities have been transformative.
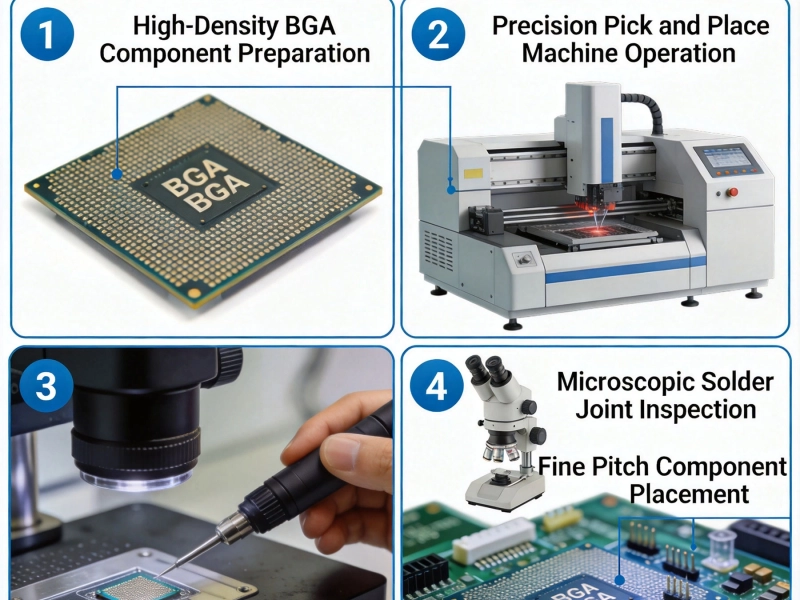
Modern SMT equipment is designed for flexibility. Pick-and-place machines handle component ranges from 01005 chips to large connectors without changeover. Software-driven programming allows rapid job transitions. Automated Optical Inspection (AOI) systems can be reconfigured for new designs in minutes rather than hours.
This flexibility comes at a cost—the equipment is more expensive than dedicated high-volume systems. But for HMLV production, the flexibility is essential. A line that takes four hours to reconfigure for a new product isn't viable when the production run is only eight hours long.
HMLV production requires tracking hundreds or thousands of different products through the manufacturing process, each with unique component requirements and quality specifications. Digital manufacturing systems provide the traceability and control necessary for this complexity.
Modern turnkey facilities track every component, every placement, every test result, associating them with specific serial numbers and production lots. This traceability isn't just for regulatory compliance (though that's important in medical and aerospace)—it's essential for quality control when you're processing diverse products with different requirements.
Scheduling HMLV production is a combinatorial optimization problem that quickly exceeds human planning capability. Software systems analyze component availability, equipment utilization, setup times, and delivery commitments to generate optimal production schedules.
These systems group similar products together to minimize changeover time, prioritize jobs based on delivery commitments and margin, and dynamically reschedule when component availability changes. For a facility handling hundreds of simultaneous orders, this automated planning is the difference between chaos and smooth operation.
Quality control presents unique challenges in HMLV production. High-volume manufacturing can optimize inspection processes for specific products—AOI programs are finely tuned, test fixtures are product-specific, and process parameters are dialed in over thousands of units. HMLV production doesn't have this luxury.
HMLV quality systems must be programmable and adaptable. AOI systems use component libraries and flexible inspection algorithms rather than product-specific programming. In-circuit test (ICT) fixtures must handle multiple products or use flying probe testers that don't require fixtures at all. Functional test systems are often software-defined, adapting to different products through configuration rather than hardware change.
This flexibility comes with tradeoffs. HMLV inspection might not catch edge-case defects that would be obvious in a dedicated high-volume program. But the economics of small runs make product-specific optimization prohibitively expensive. The quality system must be "good enough" across diverse products rather than perfect for specific products.
Traditional statistical process control (SPC) requires sufficient volume to establish meaningful baselines. With production runs of 100-1,000 units, HMLV doesn't always generate enough data for classic SPC approaches. Modern turnkey providers have adapted with modified SPC techniques that work with smaller sample sizes and faster feedback loops.
Some facilities use aggregate SPC across similar products—grouping all IoT sensor boards together for process control purposes even though each is a different design. Others emphasize real-time process monitoring over statistical analysis, catching problems as they occur rather than identifying trends over time.
The economics of HMLV production differ fundamentally from high-volume manufacturing. Understanding these differences is essential for both turnkey providers and their customers.
In high-volume production, setup costs are amortized across thousands or millions of units. A $5,000 setup cost is negligible when spread over 100,000 boards. In HMLV, that same $5,000 setup cost must be amortized over 500 boards—adding $10 to each unit's cost.
This reality drives two important behaviors in HMLV turnkey services. First, setup efficiency becomes a major cost driver. Anything that reduces setup time or setup complexity directly reduces per-unit cost. Second, minimum order quantities exist to ensure setup costs can be reasonably amortized—most HMLV providers won't quote runs below certain thresholds because the economics don't work.
HMLV turnkey pricing typically follows one of several models:
Understanding your provider's pricing model helps you optimize order quantities and negotiate effectively. If setup costs are significant, consolidating orders to reduce changeover frequency can save money even if it means holding slightly more inventory.
If you're a product company navigating the HMLV landscape, several strategic considerations can help you succeed.
Just as products can be designed for high-volume manufacturing, they can be designed for HMLV efficiency. This means using standard component packages when possible, avoiding exotic components with long lead times, and designing boards that can be assembled on standard equipment without special fixtures or processes.
Component selection matters enormously. A design using common components available from multiple distributors will move through HMLV production smoothly. A design using proprietary or sole-source components becomes hostage to supply constraints. The BOM you create determines how smoothly your product moves through the HMLV ecosystem.
HMLV production benefits enormously from strong supplier relationships. A turnkey provider who knows your product history, understands your quality requirements, and has visibility into your roadmap can serve you far better than one treating each order as a transaction.
This relationship investment pays off in faster quotes, priority treatment when capacity is constrained, and collaborative problem-solving when issues arise. In the HMLV world, where orders are smaller and margins thinner, the provider who knows you is more likely to go the extra mile when you need it.
The component shortage experience taught painful lessons about Supply Chain fragility. HMLV companies should build sourcing strategies that assume disruption. This includes maintaining strategic component inventory, designing around components with single sources, and building flexibility into product designs so alternates can be substituted without redesign.
Turnkey providers can help with this through BOM health analysis and component engineering services. Use these services proactively rather than waiting until you're facing a production delay.
Several trends are shaping the future of turnkey assembly in the HMLV space.
Geopolitical tensions and supply chain disruptions are driving regionalization of manufacturing. HMLV production is particularly suited to regional distributed manufacturing because smaller facilities can serve local markets efficiently. Expect to see more turnkey capacity in North America, Europe, and Southeast Asia as companies diversify away from single-source geographic concentration.
The boundary between design and manufacturing is blurring. Modern EDA tools integrate with manufacturing systems, enabling design-for-manufacturing analysis in real-time. Turnkey providers are developing APIs that let customers track orders programmatically, receive quality data automatically, and integrate manufacturing into their broader digital workflows.
Environmental regulations and customer expectations are driving sustainability requirements into manufacturing. HMLV providers are investing in lead-free processes, waste reduction, and energy efficiency. For product companies, understanding your turnkey provider's sustainability practices is becoming as important as understanding their quality capabilities.
The shift to high-mix, low-volume production is reshaping the PCB assembly industry. Understanding this shift and how turnkey services adapt to it is essential for anyone bringing electronic products to market:
The companies that thrive in this new manufacturing landscape will be those that understand HMLV dynamics and partner effectively with turnkey providers who have adapted to serve this market. The shift isn't temporary—it's the new normal for Electronics Manufacturing.
Minimums vary widely but typically range from 5-25 units for prototypes and 50-100 units for production. Below these minimums, setup costs dominate the economics and providers may decline the work or charge substantial premiums. For very small quantities, consider quick-turn prototype shops rather than full turnkey services.
HMLV lead times are typically shorter for small quantities because the manufacturing queue moves faster and there's less dependency on long-lead component procurement. However, HMLV can have longer lead times for larger quantities if the provider doesn't have sufficient capacity. Typical HMLV lead times range from 2-6 weeks depending on component availability and factory loading.
Generally yes, though the difference varies by product complexity. Setup costs amortized over smaller volumes, less efficient equipment utilization, and higher component costs for smaller purchases all contribute to higher per-unit costs. However, total cost of ownership can favor HMLV when inventory carrying costs, obsolescence risk, and market responsiveness are considered.
Ask about their typical job mix—providers handling 500+ unique designs annually are clearly HMLV-capable. Evaluate their changeover efficiency, component sourcing relationships, and digital systems. Request references from similar customers and ask specifically about their experience with change orders, component shortage response, and delivery reliability. Visit the facility if possible to observe operations firsthand.
Automation is essential but different from high-volume automation. HMLV automation emphasizes flexibility—equipment that handles diverse products without lengthy reconfiguration. Software automation for planning, scheduling, and quality tracking is as important as physical manufacturing automation. The best HMLV facilities combine flexible equipment with sophisticated software systems.
Advanced Turnkey SMT Assembly Techniques for High-Density InterconnectsMay/26/2026
Turnkey SMT Assembly: Handling 01005 Components and Micro BGAsJune/08/2026

The Optimal Balance of Cost, Quality, and Speed in One-Stop PCB Assembly ServiceJune/02/2026
Best Turnkey PCB Assembly Services: Balancing Cost, Quality, and SpeedJuly/01/2026
Turnkey PCB Assembly Insights: 2026 Industry Trends and Market AnalysisMay/26/2026

Quality Control Standards in Turnkey SMT Assembly (IPC-A-610 Explained)July/07/2026

Supply Chain Resilience in High Volume Turnkey PCBA ProjectsJuly/10/2026
Turnkey PCB Manufacturing for Rigid-Flex and HDI BoardsJuly/08/2026