The global transition to renewable energy, electric vehicles, and smart grids has created unprecedented demand for power electronics that can handle increasingly higher voltages with exceptional reliability. From EV charging stations delivering 800V to industrial motor drives managing megawatts, these systems depend on PCB assemblies that push the boundaries of conventional electronics design.
Selecting the right turnkey Pcb Assembly partner for high voltage applications isn't just about finding a manufacturer with advanced equipment. It requires a comprehensive partner who understands the unique challenges of energy systems: from material selection and thermal management to safety certifications and long-term reliability testing. The difference between a successful power electronics deployment and a costly field failure often comes down to manufacturing expertise.
Understanding High Voltage PCB Requirements
High voltage Pcb Design goes far beyond simply increasing copper weight or spacing between traces. At voltages above 50V—where many safety regulations kick in—the entire approach to board construction must change:
- Creepage distances: The shortest path between two conductors across a surface, critical for preventing arc tracking
- Clearance distances: The straight-line air gap between conductors, essential for preventing breakdown
- Dielectric strength: The ability of the substrate material to withstand electric field stress without failure
- Partial discharge resistance: Preventing microscopic discharges that degrade insulation over time
Turnkey manufacturers experienced in power electronics understand these requirements and optimize designs accordingly—not just for initial compliance, but for lifetime reliability in demanding operating environments.
Critical Design Considerations for Power Electronics PCBs
1. Material Selection for High Voltage
The substrate material is your first line of defense against voltage breakdown. Standard FR-4 works for low-voltage applications but has limitations for high voltage:
- CTI (Comparative Tracking Index): FR-4 typically achieves CTI of 175-250V, suitable for 0-400V applications. For higher voltages, specify materials with CTI of 600V or greater
- Glass transition temperature (Tg): Choose high-Tg materials (170°C+) to withstand elevated operating temperatures in power applications
- Thermal conductivity: Standard FR-4 has poor thermal conductivity (~0.3 W/mK). High-power applications benefit from thermally enhanced substrates or metal-backed boards
- Dielectric constant stability: Power electronics often involve high frequencies; materials with stable Dk across temperature ranges improve performance consistency
Popular choices for high voltage applications include:
- High-Tg FR-4: Cost-effective for applications up to 3kV
- Polyimide: Excellent thermal resistance and mechanical stability for demanding environments
- Aluminum metal core boards: Superior thermal dissipation for power modules
- Ceramic-filled substrates: For the most demanding high-voltage, high-temperature applications
2. Copper Weight and Trace Design
Power electronics require heavy copper to handle substantial current flow:
- Current carrying capacity: 1oz copper typically handles 1-2A per mm of trace width for standard applications. Power circuits often require 2-6oz copper, with some applications exceeding 20oz
- Temperature rise: Design for maximum 10-20°C temperature rise above ambient to ensure reliable long-term operation
- Trace geometry: Wider, shorter traces with rounded corners reduce hot spots and voltage drop
- Plated-through-hole current capacity: Vias conducting high current require heavy plating or slot vias to prevent bottleneck heating
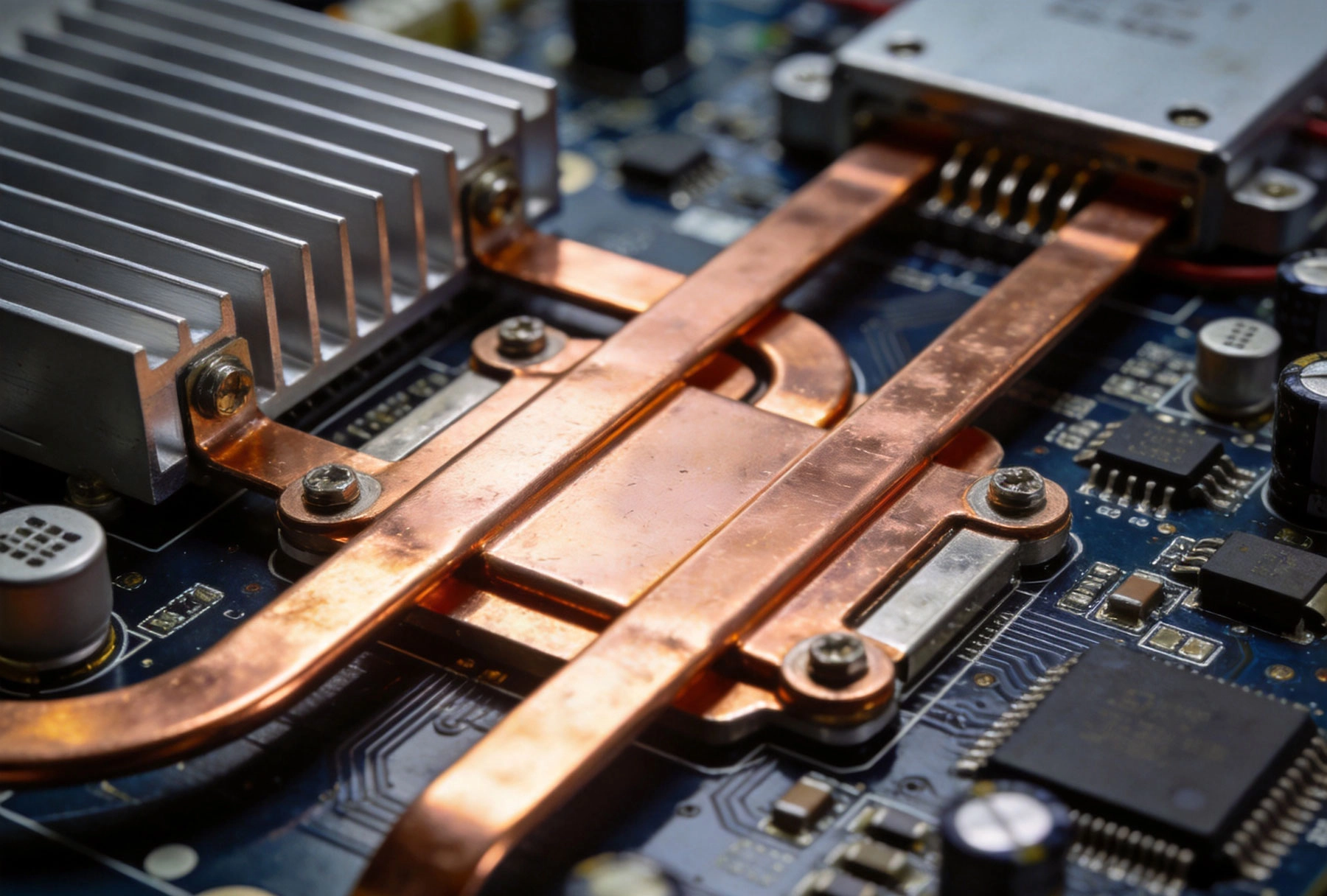
3. Thermal Management Strategies
Heat is the enemy of power electronics reliability. Effective thermal management requires:
- Thermal vias: Arrays of plated vias under power components to transfer heat to ground planes or opposite layers
- Heat sinks: Bolted or soldered heat sinks attached to PCB-mounted power devices
- Metal-backed substrates: Aluminum or copper core boards providing direct thermal paths
- Thermal Interface Materials (TIM): Gap fillers and pads ensuring efficient heat transfer from components to heatsinking surfaces
- Forced air or liquid cooling integration: Designs optimized for active cooling attachment points
4. Isolation and Safety Requirements
High voltage systems must meet stringent safety standards:
- UL 94 flammability rating: PCB substrates must achieve V-0 or equivalent rating
- Hi-pot testing: Manufacturing testing of dielectric strength at 2x working voltage plus 1000V minimum
- Partial discharge testing: For applications above 1kV, detecting micro-discharges that indicate insulation degradation
- Conformal Coating: Protective coatings preventing contamination and moisture ingress that could compromise isolation
- Potting and encapsulation: Complete encapsulation for harsh environments or critical safety applications
Turnkey Assembly Services: What to Look For
Complete In-House Capabilities
True turnkey service means your manufacturer handles everything from bare board fabrication through final assembly and testing:
- PCB fabrication: Heavy copper capability (6oz+), high-Tg materials, controlled impedance, metal core boards
- Component sourcing: Access to power semiconductor suppliers, thermal components, and specialized parts
- Assembly: Fine-pitch surface mount, through-hole insertion, selective soldering, wave soldering for heavy components
- Testing: AOI, ICT, functional testing, Hi-pot testing, burn-in testing, thermal cycling
- Conformal Coating and potting: In-house application of protective treatments
- Box build: Complete enclosure assembly, cable harnesses, final integration
Engineering Support
Leading turnkey manufacturers provide design-for-manufacturability (Dfm) feedback:
- Thermal simulation review: Identifying hot spots and recommending design improvements
- Creepage and clearance verification: Ensuring designs meet IPC and application-specific standards
- Material recommendation: Optimizing material selection for your voltage, temperature, and environmental requirements
- DFMEA support: Design Failure Mode and Effects Analysis to anticipate potential issues before manufacturing
Key Applications in Energy and Power Electronics
Electric Vehicle Charging Infrastructure
EV charging stations represent some of the most demanding high-voltage applications:
- AC Level 2 chargers: Typically 240V input, delivering up to 22kW using power factor correction (PFC) and DC-DC conversion stages
- DC fast chargers: 400-800V battery systems requiring sophisticated power conversion and isolation at 50kW-350kW power levels
- On-board chargers (OBC): Vehicle-integrated chargers handling AC input up to 22kW with bidirectional power flow capability
- Reliability requirements: 10-15 year operational life in outdoor environments spanning extreme temperatures and humidity
Solar Inverters and Energy Storage
Renewable energy systems require robust power electronics:
- String inverters: Converting DC from solar arrays (up to 1500V) to grid-quality AC
- Battery management systems (BMS): Monitoring and balancing high-voltage battery packs in energy storage installations
- DC optimizers: Module-level power electronics optimizing individual panel performance
- Bidirectional inverters: Enabling grid-tied storage systems with vehicle-to-grid capability
Industrial Motor Drives
Variable frequency drives (VFDs) and motor controls:
- Low voltage drives: 480V systems for general industrial applications
- Medium voltage drives: 2.3-6.6kV systems for heavy industrial and mining equipment
- regenerative braking: Capturing and returning energy from motor deceleration
- Power quality compliance: Meeting IEEE 519 harmonic limits and grid interconnection requirements
Power Supplies and Data Center Infrastructure
Critical infrastructure requiring maximum reliability:
- Server power supplies: 48V distribution with 12V intermediate bus for modern data center architectures
- Uninterruptible power supplies (UPS): Online double-conversion systems protecting critical loads
- Telecom power: -48V rectifiers for telecommunications infrastructure with battery backup
- Power distribution units (PDUs): Monitoring and control of power distribution in data centers and industrial facilities
Quality Assurance for Power Electronics
Testing Throughout Production
Reliable manufacturers implement multi-stage testing protocols:
- Incoming inspection: Verification of components and materials against specifications
- In-circuit testing (ICT): Electrical verification of assembled boards before power-up
- Automated Optical Inspection (AOI): Visual verification of solder joints and component placement
- Functional testing: Board-level performance verification under simulated operating conditions
- Hi-pot testing: Dielectric withstand voltage verification on 100% of high-voltage boards
- Burn-in testing: Accelerated life testing to identify early-life failures
Certifications and Standards
Power electronics manufacturers should hold relevant certifications:
- ISO 9001: Foundation quality management system certification
- IATF16949: For automotive power electronics applications
- UL recognition: Materials and components meeting UL safety standards
- IEC 61800: For adjustable speed power drive systems
- UL 1741: For inverters, converters, and controllers in renewable energy systems
Selecting the Right Turnkey Partner
Essential Questions to Ask
When evaluating potential manufacturers, probe their capabilities:
- What's your maximum copper weight capability for power applications?
- Do you have experience with specific voltage levels in my application range?
- What thermal management capabilities do you offer in-house?
- Can you provide partial discharge testing for high-voltage designs?
- What hi-pot testing procedures do you follow during production?
- Do you offer conformal coating and potting services?
- What reliability testing do you perform on power electronics assemblies?
- Can you share case studies or samples from similar power electronics applications?
Red Flags to Watch
Be cautious of manufacturers who:
- Cannot provide specific examples of high-voltage experience
- Rely entirely on external partners for testing or finishing processes
- Cannot explain creepage and clearance requirements for your voltage level
- Offer pricing that seems too low for the complexity involved
- Are unwilling to share quality documentation or audit rights
Cost Considerations and Value Analysis
Understanding Price Drivers
Several factors affect turnkey pricing for high-voltage assemblies:
- Material costs: High-Tg and ceramic substrates cost significantly more than standard FR-4
- Copper weight: Heavy copper processing adds cost but is essential for current handling
- Testing requirements: Hi-pot, burn-in, and functional testing add to per-board costs but prevent field failures
- Conformal coating: Adds material and labor cost but dramatically improves long-term reliability
- Documentation and compliance: UL, CE, and other certifications require investment in testing and documentation
Total Cost of Ownership
While turnkey power electronics assemblies carry premium pricing, consider total cost:
- Field failure costs: Warranty replacements, reputation damage, and potential liability from power electronics failures far exceed initial cost savings
- Downtime costs: In data centers or industrial facilities, system downtime costs thousands per hour
- Safety margins: Properly designed and manufactured power electronics include appropriate safety margins for longevity
- Certification efficiency: Working with experienced manufacturers who understand requirements accelerates market entry
Future Trends in Power Electronics
The power electronics industry continues evolving:
- Wide bandgap semiconductors: Silicon carbide (SiC) and gallium nitride (GaN) enabling higher voltages, frequencies, and temperatures
- Increased integration: More functionality in smaller packages requiring advanced PCB technologies
- Higher voltages: EV architectures moving from 400V to 800V and beyond
- Bidirectional power flow: Vehicle-to-grid and grid-to-vehicle applications requiring sophisticated control
- Sustainability requirements: RoHS and environmental regulations driving material and process changes
Key Takeaways
- High voltage Pcb Design requires specialized materials, enhanced creepage/clearance, and robust thermal management
- Turnkey Assembly partners must demonstrate experience with your specific voltage and power levels
- Material selection (CTI, Tg, thermal conductivity) directly impacts reliability and safety margins
- Thermal management is non-negotiable for power electronics long-term reliability
- Hi-pot testing and partial discharge testing provide essential quality verification
- Certifications (UL, IEC, ISO) indicate manufacturing maturity and quality systems
- Total cost of ownership favors investing in quality manufacturing from the start
- Future applications will demand even higher voltages and more sophisticated power electronics
Frequently Asked Questions
What voltage levels do standard PCB manufacturers typically support?
Standard commercial Pcb Manufacturing typically supports applications up to 400-600V reliably. For voltages above this range, specialized manufacturers with high-CTI materials, enhanced process controls, and partial discharge testing capabilities are required. Applications above 1kV often require ceramic substrates or specially designed multi-layer constructions with internal isolation layers.
How does high voltage affect PCB manufacturing costs?
High voltage requirements typically increase manufacturing costs by 30-100% compared to standard assemblies. This premium reflects: higher-grade substrate materials (2-5x the cost of standard FR-4), enhanced process controls and testing (hi-pot, partial discharge), tighter dimensional tolerances, and increased inspection and documentation requirements. However, this investment prevents field failures that would cost far more in warranty claims, reputation damage, and liability exposure.
What testing is essential for high voltage PCB assemblies?
Essential testing includes: Hi-pot (dielectric withstand) testing at 2x working voltage plus 1000V minimum; visual and AOI inspection for manufacturing defects; ICT for electrical verification; thermal imaging to identify hot spots; and functional testing under load conditions. For applications above 1kV, partial discharge testing is strongly recommended to detect insulation degradation before it causes failure. Optional but valuable testing includes burn-in, thermal cycling, and vibration testing depending on the application environment.
Can standard conformal coatings provide adequate protection for high voltage applications?
Standard conformal coatings (acrylic, urethane, silicone) provide basic protection but may not be sufficient for the highest voltage applications. Acrylic coatings work well up to approximately 400V. For higher voltages, specify coatings specifically formulated for high-voltage applications, or consider complete potting/encapsulation with high-dielectric-strength materials. The coating thickness and application consistency must be carefully controlled to maintain consistent isolation properties.
How do I choose between aluminum metal core boards and standard FR-4 for power applications?
Choose aluminum metal core boards when: thermal management is the primary challenge, power densities exceed what FR-4 can dissipate, LEDs or power semiconductors require direct thermal attachment, or the application involves significant temperature cycling. Stick with high-Tg FR-4 when: voltages exceed metal core board capabilities, the form factor doesn't accommodate metal backing, cost constraints favor standard materials, or thermal management can be addressed through alternative methods like heatsinks and thermal vias.
Turnkey Pcb Assembly for energy and power electronics demands specialized expertise that extends far beyond standard Electronics Manufacturing. By partnering with a manufacturer who understands high-voltage requirements, thermal management, safety standards, and reliability testing, you ensure that your power electronics systems deliver safe, efficient, and long-lasting performance in demanding applications.